製品活用をはじめ、ものづくりに関する様々なお役立ち情報を発信してまいります。
NCプログラムを構成する!「Gコード」について解説
今回は、NCプログラムを構成する「Gコード」について解説します!
NCプログラムは弊社でご提供しているポスト※を活用することで簡単に作成できますが、NCプログラムの構造を少し知っているだけで、ちょっとしたプログラムの編集や加工時のトラブル原因の解明にも役立ちます!
印刷して使えるGコード一覧表(PDF)も用意してますので、ぜひ最後までご覧ください。
※ポストとは?
CAMで作成した加工工程データを、NC工作機械に合わせたNCプログラムへ変換・作成するためのもの。
⇒ 詳しくはこちら!
「Gコード」とは?
ワークを加工するために必要なNCプログラムは、多数のコードから成り立っています。
Gコードは、ワークを加工する準備をおこなう「準備機能」とも呼ばれる命令です。
位置決めコードや、工具経補正コードなど複数の種類があり、その命令に従って機械はワークを加工します。
また、GコードのほかにもMコードと呼ばれるものがありますが、これは「補助機能」とも呼ばれます。
Gコードは「切削する」動作を制御する命令になりますが、Mコードは「切削以外」の動作を制御する命令です。
切削に対する命令かそれ以外か、ぼんやり覚えておくくらいで大丈夫です!
Gコードに種類はあるの?
Gコードには2種類あります!
指定されたブロックのみで有効な「ワンショット」のGコードと、設定が変更・キャンセルされるまで有効な「モーダル」のGコードがあります。
モーダルの場合、変更・キャンセルのコードがない限り、同じ命令が出されたまま加工がおこなわれるので注意が必要です。
Gコードは機械メーカーによって異なるの?
はい、異なります。
といってもすべてが異なるというわけではなく、同じ動きをするコードもあれば異なる動きをするコードもあります。
よって、複数のメーカーの工作機械を使用する場合は、機械の仕様を確認しNCプログラムを作成する必要があります。
Gコードについては、機械の取り扱い説明書をご覧いただくか、インターネットで「メーカー名 Gコード」などで検索してご確認ください。
Gコード一覧表をご用意しています
マシニング加工でよく利用されるGコードを一覧表にまとめてご用意しました!
※一部のGコードはFANUC準拠です。
一覧表を印刷していつでも確認いただけるようにPDFデータもご用意しましたので、ぜひご活用ください。
| Gコード | グループ | 意味 | 用途 | 文法 |
|---|---|---|---|---|
| G00 | 01 | 位置決め | 工具の早送り | G00X_Y_Z_; |
| G01 | 直線補間 | 切削送りによる直線切削 | G01X_Y_Z_F_; | |
| G02 | 円弧補間CW | 時計回りの円弧切削 | G02X_Y_Z_R_; または G02X_Y_Z_I_J_; |
|
| G03 | 円弧補間CCW | 反時計回りの円弧切削 | G03X_Y_Z_R_; または G03X_Y_Z_I_J_; |
|
| G04 | 00 | ドウェル(休止) | 次ブロック実行の一時停止 | G04X_; または G04P_; |
| G10 | データ設定 | 工具補正量の変更 | - | |
| G17 | 02 | XY平面 | XY平面の指定 | - |
| G18 | ZX平面 | ZX平面の指定 | - | |
| G19 | YZ平面 | YZ平面の指定 | - | |
| G27 | 00 | 自動原点(リファレンス点※)復帰チェック | 機械基準点への復帰チェック | - |
| G28 | 自動原点(リファレンス点※)復帰 | 機械基準点への復帰 | G28X_Y_Z_; | |
| G29 | 自動原点(リファレンス点※)からの復帰 | 機械基準点からの復帰 | - | |
| G40 | 07 | 工具径補正キャンセル | 工具径の補正モードを解除 | - |
| G41 | 工具径補正左 | 工具進行方向に対して左側にオフセット | G41D_; (G00やG01など移動を伴う指令と同行に入力する) |
|
| G42 | 工具径補正右 | 工具進行方向に対して右側にオフセット | G42D_; (G00やG01など移動を伴う指令と同行に入力する) |
|
| G43 | 08 | 工具長補正+ | Z軸移動の+(プラス)オフセット | G43H_; (G00やG01など移動を伴う指令と同行に入力する) |
| G44 | 工具長補正- | Z軸移動の-(マイナス)オフセット | G44H_; (G00やG01など移動を伴う指令と同行に入力する) |
|
| G45 | 00 | 工具位置オフセット 伸長 | 移動指令を補正量だけ伸長 | - |
| G46 | 工具位置オフセット 縮小 | 移動指令を補正量だけ縮小 | - | |
| G47 | 工具位置オフセット 2倍伸長 | 移動指令を補正量だけ2倍伸長 | - | |
| G48 | 工具位置オフセット 2倍縮小 | 移動指令を補正量だけ2倍縮小 | - | |
| G49 | 08 | 工具長補正キャンセル | 工具長の補正モードをキャンセル | - |
| G52 | 00 | ローカル座標系設定 | ワーク座標系内で座標系を設定 | - |
| G53 | 機械座標系選択 | 機械座標系原点に関して機械上に固定された右手直交座標系の選択 | - | |
| G54 | 12 | ワーク座標系1選択 | 工作物の基準位置を原点として座標系の設定 | G54 |
| G55 | ワーク座標系2選択 | G55 | ||
| G56 | ワーク座標系3選択 | G56 | ||
| G57 | ワーク座標系4選択 | G57 | ||
| G58 | ワーク座標系5選択 | G58 | ||
| G59 | ワーク座標系6選択 | G59 | ||
| G73 | 09 | ペックドリリングサイクル | 高速穴あけの固定サイクル | G73X_Y_Z_R_Q_F_K_; |
| G74 | 逆タッピングサイクル | 逆タッピングの固定サイクル | G74X_Y_Z_R_P_F_K_; | |
| G76 | ファインボーリングサイクル | 穴底で工具シフトを行う固定サイクル | G76X_Y_Z_R_Q_P_F_K_; | |
| G80 | 固定サイクルキャンセル | 固定サイクルのモードを解除 | - | |
| G81 | ドリルサイクル | 穴あけのの固定サイクル | G81X_Y_Z_R_F_K_; | |
| G82 | ドリルサイクル | 穴底でドウェルを行う穴あけの固定サイクル | G82X_Y_Z_R_P_F_K_; | |
| G83 | ペックドリリングサイクル | 深穴あけの固定サイクル | G83X_Y_Z_R_Q_F_K_; | |
| G84 | タッピングサイクル | タッピングの固定サイクル | G84X_Y_Z_R_P_F_K_; | |
| G85 | ボーリングサイクル | 往復切削送りの固定サイクル | G85X_Y_Z_R_F_K_; | |
| G86 | ボーリングサイクル | 穴ぐりの固定サイクル | G86X_Y_Z_R_F_K_; | |
| G87 | バックボーリングサイクル | 裏座ぐりの固定サイクル | G87X_Y_Z_R_Q_P_F_K_; | |
| G88 | ボーリングサイクル | 手動送りができる穴ぐりの固定サイクル | G88X_Y_Z_R_P_F_K; | |
| G89 | ボーリングサイクル | 穴底でドウェルを行う穴ぐりの固定サイクル | G89X_Y_Z_R_P_F_K_; | |
| G90 | 03 | インクリメンタル指令 | 絶対値指令方式の選択 | G90X_Y_Z_; |
| G91 | アブソリュート指令 | 増分値(相対値)指令方式の選択 | G91X_Y_Z_; | |
| G92 | 00 | ワーク座標系の設定 | プログラム上でワーク座標系を設定 | G92X_Y_Z_; |
| G98 | 10 | 固定サイクルイニシャル点復帰 | 固定サイクル終了後にイニシャル点復帰 | - |
| G99 | 固定サイクルR点復帰 | 固定サイクル終了後にR点復帰 | - |
※リファレンス点…リファレンスともいう。
NAZCA5のシミュレーションソフトからもGコードを確認できます!
上図のGコード一覧表(マシニング用)は、NAZCA5のシミュレーションソフト「NAZCA5 SIM Mill」のヘルプに掲載しております。
また、以下の手順で操作画面内から簡単に表示することも可能です!
【確認手順】
(1)NAZCA5 SIM Millで[中止]ボタンが押されていることを確認して、[NCデータ表示]画面内で右クリックします。
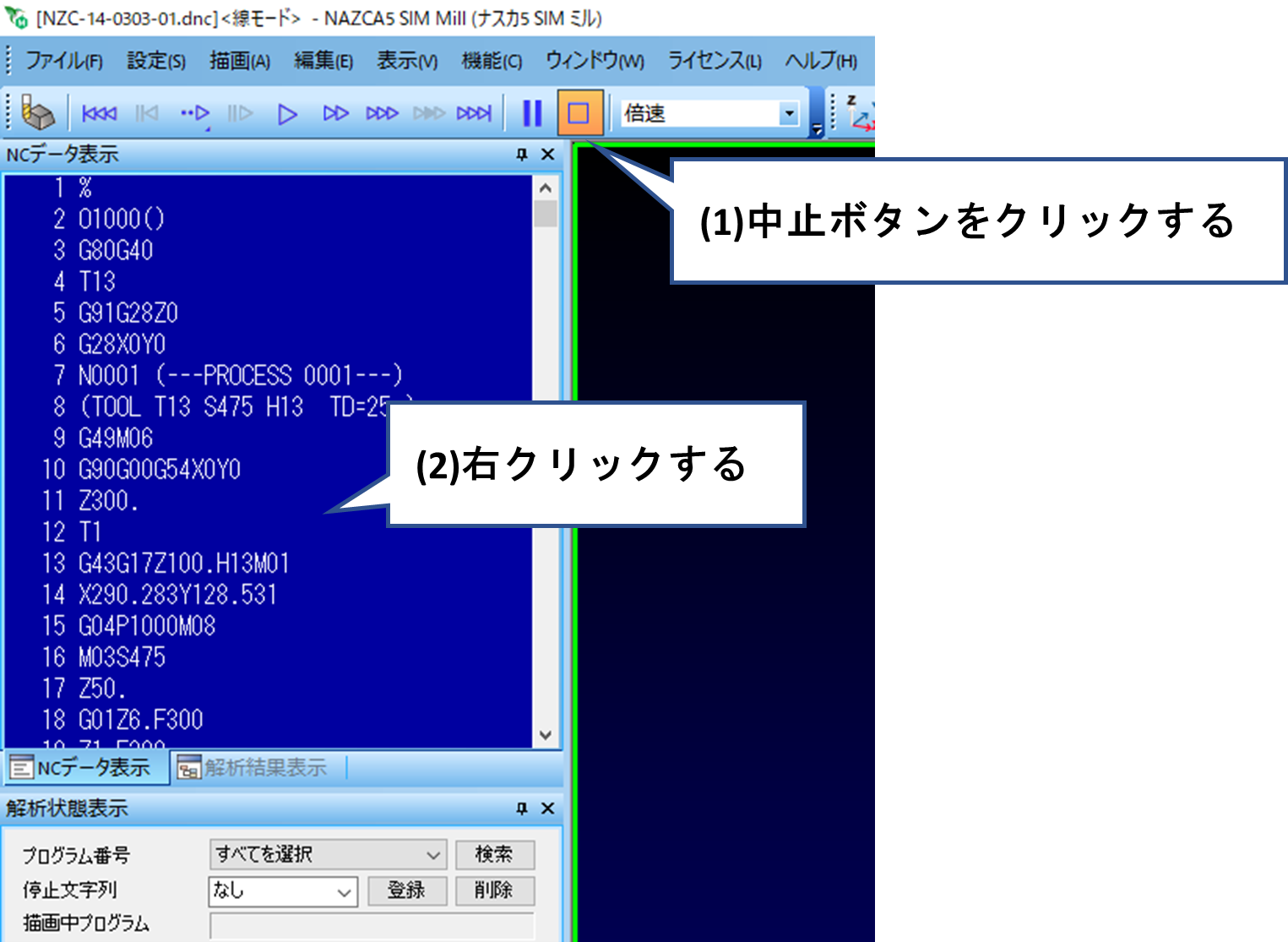
(2)メニューが出てくるので[Gコード一覧表]を左クリックします。
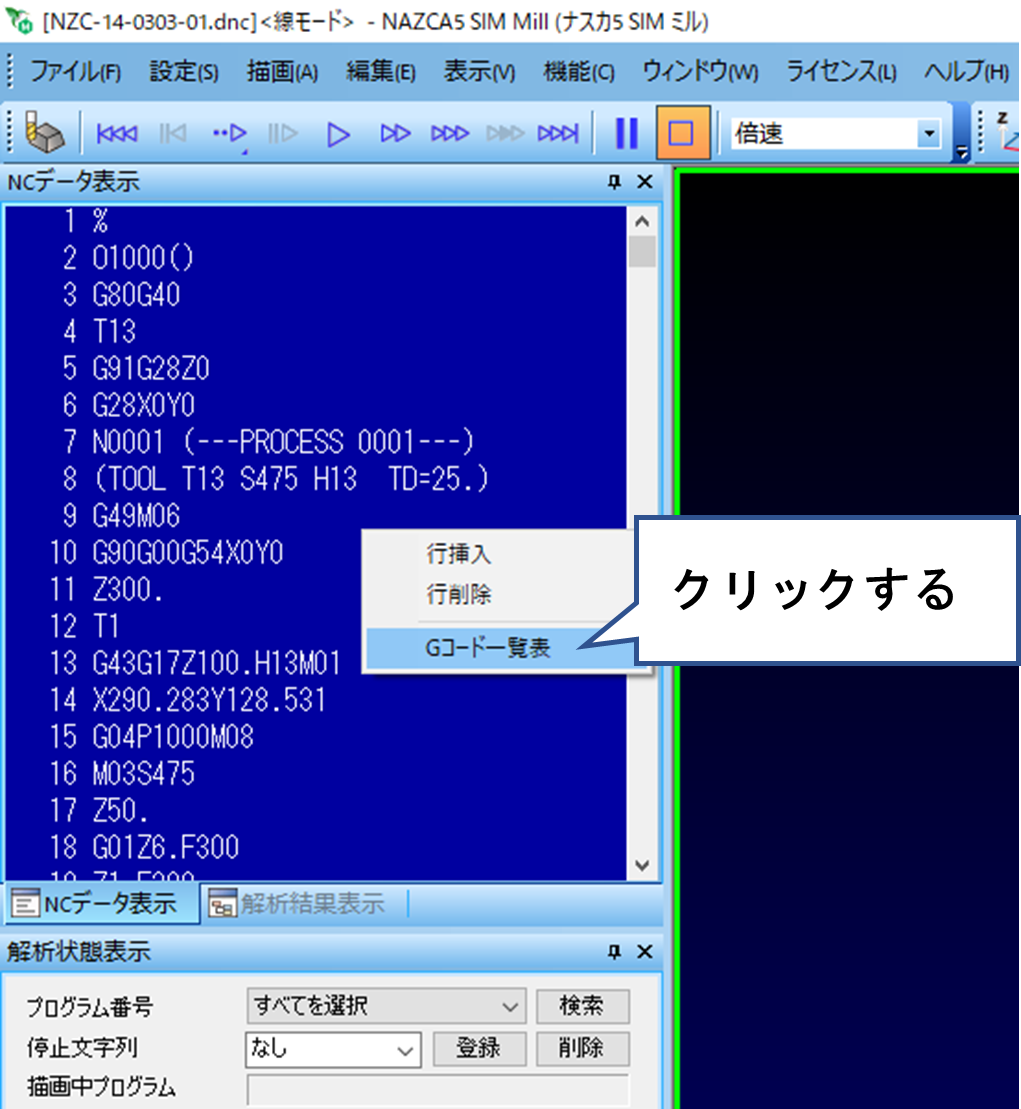
(3)Gコード一覧表が表示されます。
この操作を覚えておくと、Gコードがわからなくなった際、操作画面上からすぐに確認できるため大変便利です!
Gコードについて知っていただけましたか?
Gコードの知識があるだけで、これからどんな加工を行うのか、NCプログラムを見ただけでだいたい理解できるようになります!
すべて覚えるのは大変ですが、よく使用するコードだけでも頭の片隅に入れておくことをおすすめします。
《関連製品はこちら!》

それでは、最後までお読みいただきありがとうございました!